免费服务热线:
13825522567

佛山市中恒三禾激光科技有限公司
制造总部地址:广东省佛山市顺德区伦教街道常教社区兴业南路5号海信楼二楼四号
激光焊接机销售热线:13825522567(微信同号)
激光打标机销售热线:18925921200(微信同号)
售后热线:13380272667(微信同号)
展会、采购、网站联系电话:0757-22159789,
传真:0757-27755259
激光焊接的发展 ---激光电弧复合焊接
时代的发展,各行各业都与激光有着密不可分的关系,例如:首饰的焊接与雕刻、手机的零件打标、外壳的样式打标、服装的雕刻、皮革的雕刻、医药物品的等等。与之说来,激光行业在世界的地位也慢慢的提升起来,人们生活中需要激光设备的地方随处可见。这证明时代的进步,历史的变迁,那么一下简单的介绍一下激光焊接中的电弧复合焊接的应用与好处,让人们对焊接的了解更深一层。

这种复合焊接主要指 激光与TIG或MIG电弧 复合焊接。在这种工 艺中,激光和电弧相互 作用、取长补短。例如,激光焊接的能量 利用率低的重要原因 是焊接过程中产生的 等离子体云对激光的 吸收和散射,且等离子 体对激光的吸收与正 负离子密度的乘积成正比。如果在激光束附近外加电弧,电子密度显著降低,等离子体云得到稀 释,对激光的消耗减小,工件对激光的吸收率提高。而且由于工件对 激光的吸收率随温度的升高而增大,电弧对焊接母材接口进行预热, 使接口开始被激光照射时的温度升高,也使激光的吸收率进一步提高。这种效果尤其对于激光反射率高、导热系数高的材料更加显著。
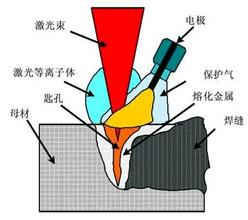
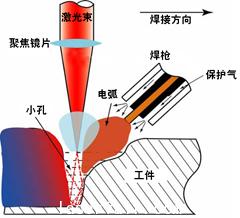
在激光焊接时,由于热作用和影响区很小,焊接端面接口容 易发生错位和焊接不连续现象;峰值温度高,温度梯度大, 焊接后冷却、凝固很快,容易产生裂纹和气孔。 而在激光与电弧复合焊接时,由于电弧的热作用范围、热 影响区较大,可缓和对接口精度的要求,减少错位和焊接不 连续现象;而且温度梯度较小,冷却、凝固过程较缓慢,有 利于气体的排除,降低内应力,减少或消除气孔和裂纹。 由于电弧焊接容易使用添加剂,可以填充间隙,采用激光电 弧复合焊接的方法能减少或消除焊缝的凹陷。
TIG焊(惰性气体钨极保护焊) 钨极氩弧焊具有下列优点:
1)氩气能有效地隔绝周围空 气;它本身又不溶于金属,不和金 属反应;钨极氩弧焊过程中电弧还 有自动清除工件表面氧化膜的作用。 因此,可成功地焊接易氧化,氮化、 化学活泼性强的有色金属、不锈钢 和各种合金。
2)钨极电弧稳定,即使在很 小的焊接电流(<10A)下仍可稳 定燃烧,特别适用于薄板,超薄板 材料焊接。
3)热源和填充焊丝可分别控 制,因而热输入容易调节,可进行 各种位置的焊接,也是实现单面焊 双面盛开的理想方法。
4)由于填充焊丝不通过电弧, 故不会产生飞溅,焊缝成形美观。

不足之处是:
1)熔深浅,熔敷速度小,生产率 较低。
2)钨极承载电流的能力较差,过 大的电流会引起钨极熔化和蒸发, 其微粒有可能进入熔池,渣成污染 (夹钨)。
3)隋性气体(氩气、氦气)较贵, 和其它电弧焊方法(如手工电弧焊、 埋弧焊、CO2气体保护焊等)比较, 生产成本较高。
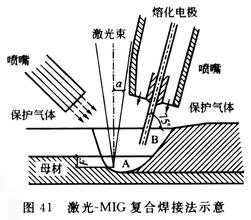
激光与TIG 复合焊接的特点是:
(1) 利用电弧增强激光的作用,可 用小功率激光器代替大功率激光器 焊接金属材料;
(2) 可高速焊接薄件;
(3) 可改善焊缝成型,获得优质焊 接接头;
(4) 可缓和母材焊接端面接口精度 要求。
本文章出自于佛山中恒三禾激光焊接:http://www.zhshjg.net/gwb.html;佛山中恒三禾激光:http://www.zhshjg.com/gwb.html