免费服务热线:
13825522567

佛山市中恒三禾激光科技有限公司
制造总部地址:广东省佛山市顺德区伦教街道常教社区兴业南路5号海信楼二楼四号
激光焊接机销售热线:13825522567(微信同号)
激光打标机销售热线:18925921200(微信同号)
售后热线:13380272667(微信同号)
展会、采购、网站联系电话:0757-22159789,
传真:0757-27755259
用光纤激光器焊接金属和合金正为这个领域带来更多的新功能和更高的灵活性,这使得许多领先制造商对此投以更多的关注,尤其是在航空航天领域。这些研究及进展主要是开发和光纤激光焊接2D及3D零部件相关的工艺和系统,包括低、中和大功率的CW及QCW光纤激光器。
在金属和合金上的应用业已获得证实,例如304不锈钢、钛合金(Ti-6Al-4V钛合金和Ti-6Al-2Sn-4Zr-6Mo钛合金)和镍基耐高温合金,包括Inconel625、Inconel718和HastelloyX等高温合金。凭借其千瓦级的平均功率、1μm的波长与高亮度(光束质量),大功率CW和QCW光纤激光器可以提供一种具有新的功能和灵活性的激光光源(图1)。

相比CO2激光焊接,1μm波长的光纤激光器提供的优点包括:使用光缆而不需要转动镜子,这使得光束传导更为简单;被金属吸收得更多,尤其是那些良好的导电物质,例如铝和铜;被焊接熔池上形成的等离子体羽吸收得更少。与大功率Nd:YAG激光器相比,光纤激光器的亮度更高,这意味着激光光束可以根据需要聚焦为较小的尺寸,这将带来更高的功率密度。这些因素有助于在相同功率下获得比其他激光光源更高的熔深和更快的焊接速度。此外还将有助于在种类繁多的金属和合金中实现更为稳定的焊接过程。


在过去的33年中,Laserdyne公司安装了许多激光焊接机用于航空航天(发动机和机身)、汽车、电子、液力联轴器、医疗设备等应用领域,使用了CO2和Nd:YAG激光器作为激光光源,而最近更多使用的是光纤激光器。丰富的经验让Laserdyne公司能够充分灵活地利用这些激光器来焊接高附加值的零部件。
一、焊接金属和合金
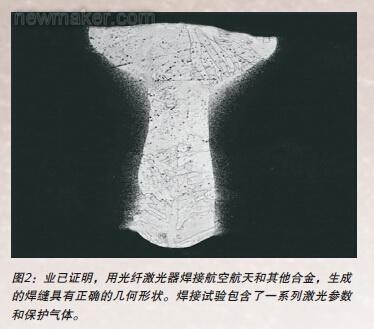
用Prima Power Laserdyne的设备在一系列不同的激光参数和保护气体条件下进行焊接试验。使用金相分析(截面)和X射线技术来记录激光(光斑尺寸、激光功率等)和加工参数(保护气体的类型、气体流速、送气方法、焊接速度、焦点位置等)以及最终生成的焊缝形状和结构之间的关系。例如,试验阐明了会导致焊缝产生气孔的因素,以及如何获得无气孔的焊缝。这些试验也说明了激光和加工参数对焊缝形状和结构造成的影响。
最近围绕激光焊接航空航天用合金的应用进行了最全面的研究(图2)。对这些材料而言,最主要的挑战在于对连接的要求极为严格,焊缝不能有任何裂纹或气孔。必须确保获得正确形状的焊缝以保证在高温下也具有良好的力学性能。试验证明,CW和QCW光纤激光器具有焊接航空航天用合金的能力。
然而,所面临的挑战在于对激光与加工参数的鲁棒性能的设置,这意味着要保证焊缝具有持续的稳定质量。Laserdyne针对所有航空航天用合金的焊接应用制定了激光和加工参数。焊接试验表明,焊接质量不由单个参数控制,而是通过一系列激光和加工参数的组合来对焊缝质量施加影响。这些研究还表明,在一系列镍基和钛基合金中可以比较容易获得没有裂纹和气孔的焊缝。
焊接试验还包括了填丝焊接。某些合金和异种材料的连接需要额外的填充材料,来控制焊缝金属的结构,避免裂纹的产生,从而确保获得所需的力学性能。在其他情况下,填充金属用于控制焊缝的几何形状,让焊缝熔合区的表面轻微凸起(加固)。填充材料也用于弥补激光焊接对接接头结构中匹配不好甚至不匹配的情况。激光填丝焊接过程受到多种参数的影响,激光和填丝的许多参数决定了最终生成的焊缝的质量。通过上述焊接试验,和添加填充材料相关的所有重要参数获得了优化,这样能确保焊缝的质量。
二、带来新的系统功能
一个重要的硬件开发成果是一种新的带有交叉喷嘴设计的聚焦透镜组,它可以确保Laserdyne第三代Beam Director系统(称为BD3Y)具有紧凑的外形。交叉喷嘴的设计可以提供一种高流速的气体屏障,以防止焊接区域的金属火花污染透镜的防护滑盖。这一设计的关键在于交叉喷嘴也能避免焊接保护气体的污染或干扰。交叉喷嘴可以影响到完整的保护气体送气设备,包括焊接同轴气体喷嘴尖端(图3)。
保护气体衬套将为焊缝区提供一个可控的熔融区域,并且在这里将冷却到该材料不受环境大气影响为止。这对于那些对环境大气中的氧气和氮气具有很强的亲和力的焊接材料来说非常重要,例如钛合金。聚焦透镜/保护气体组件的设计为激光焊接带来的另一个重要好处是,可以通过嵌入式聚焦透镜来快速调节这些组件,以改变聚焦光斑的尺寸。
三、加强控制以获得高质量焊缝
业已证明使用LaserdyneS94P控件可以实现新的激光控制功能,尤其是激光功率慢加速控制和亚毫秒级的激光脉冲整形,这将带来更一致的高质量焊缝。它扩展了激光焊接应用的材料范围,从而提高了激光焊接系统的灵活性。脉冲整形已被证明能有效控制焊缝的形状和结构。这主要是通过控制焊缝形成以及焊接融合区和热影响区冷却过程中的温度分布来实现的。
例如,通过在脉冲的初始部分之后提供较低的脉冲振幅来控制合金的冷却,它随着激光融合过程中的快速冷却会逐渐变硬。另一个例子是对那些反射激光光束的材料使用脉冲整形(在前沿部分保持较高的脉冲振幅)。快速加热表面会增加对激光光束的吸收,实现更一致的过程。



上述所有功能已经标准化,并能在该公司的3轴和7轴系统产品线中实现这些功能。目前这些光纤激光系统上的进展还只是刚刚开始:随着新用户的加入,毫无疑问他们独特的应用及其经验将能帮助整个行业提升生产力、提高质量,并且获得更大的效益。
文章来自于佛山中恒三禾激光:www.zhshjg.com