免费服务热线:
13825522567

佛山市中恒三禾激光科技有限公司
制造总部地址:广东省佛山市顺德区伦教街道常教社区兴业南路5号海信楼二楼四号
激光焊接机销售热线:13825522567(微信同号)
激光打标机销售热线:18925921200(微信同号)
售后热线:13380272667(微信同号)
展会、采购、网站联系电话:0757-22159789,
传真:0757-27755259
不锈钢激光焊接的选购和注意事项
在激光焊接工业中,采用激光焊接不锈钢材料工件的厂家是非常多的,焊接效果也是非常好的,304不锈钢材料自然采用激光焊也是很不错的选择的。
不锈钢采用激光焊的优点:
与传统焊接相比,小功率脉冲激光缝焊具有功率密度高、能量集中、热输入小、焊缝窄和变形小等优点,而且激光束聚焦后可获得很小的光斑,能精密定位,这些特点使得激光缝焊比其他焊接方法更适合于小尺寸工件的焊接。对于超薄不锈钢材料的激光焊接,由于材料很薄,很容易汽化穿孔,要想得到一条连续的、无烧穿的焊缝。关键是对参数的精确控制。


影响到激光焊接质量的主要参数有焊接电流、脉冲宽度、脉冲频率等,其影响效果主要如下:
(1)随着电流的增大,焊缝的宽度增大,焊接过程逐渐出现飞溅,焊缝表面出现氧化现象,并有粗糙感。
(2)随脉冲宽度的增大,焊缝的宽度也在增大。脉宽的变化对不锈钢超薄板激光焊接的效果影响非常显著。脉冲宽度的微小增大,都可能导致试样被氧化和烧穿。
(3)随脉冲频率的增加,焊点重叠率增大,焊缝宽度先增大.后基本保持不变。在显微镜下观察,焊缝越来越光滑美观。但脉冲频率增加到一定值时,焊接过程飞溅严重,焊缝变得粗糙,并且焊接件的上下表面都出现氧化现象。
(4)超薄板材料的激光焊接适宜采用正离焦,在相同离焦量的情况下,正离焦激光焊得到的焊缝表面比负离焦时要光滑美观。


详解激光焊接技术
一、激光基本原理
1、LASER是什么意思
Light Amplification by Stimulated Emission of Radiation(通过诱导放出实现光能增幅)的英语缩写。
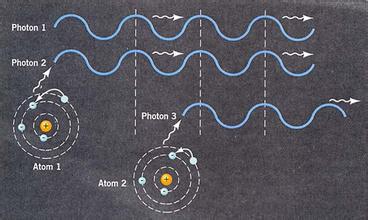
2、激光产生的原理
激光——“受激辐射放大”是通过强光照射激光发生介质,使介质内部原子的电子获得能量,受激而使电子运动轨道发生迁移,由低能态变为高能态。处于激发态的原子,受外界辐射感应,使处于激发态的原子跃迁到低能态,同时发出一束光;这束光在频率、相位、传播方向、偏振等方面和入射光完全一致,此时的光为受激辐射光。为了得到高能量密度、高指向性的激光,必须要有封闭光线的谐振腔,使观光束在置于激光发生介质两侧的反射镜之间往复振荡,进而提高光强,同时提高光的方向。
含有钕(ND)的YAG结晶体发生的激光是一种人眼看不见的波长为1.064um的近红外光。这种光束在微弱的受激发情况下,也能实现连续发振。YAG晶体是宝石钇铝石榴石的简称,具有优异的光学特性,是最佳的激光发振用结晶体。
3、滋光的主要特长
a、单色性―激光不是已许多不同的光混一合而成的,它是最纯的单色光(彼长、频率)
b、方向性―橄光传播时基本不向外扩散。
c、相千性--徽光的位相(波峰和波谷)很有规律,相干性好。
d、高输出功率一用透镜聚焦激光后,所得到的能量密度是太阳光的几百倍。

二、YAG激光焊接
激光焊接是利用激光束优异的方向性和高功么密度等特点进行工作。通过光学系统将激光束聚焦在很小的区域内,在极短的时间内使被焊处形成一个能量高度集中的热源区,从而使被焊物熔化并形成牢固的焊点和焊缝。
常用的激光焊接方式有两种:脉冲激光焊和连续激光焊。前者主要用于单点固定连续和薄件材料的焊接。后者主要用于大厚件的焊接和切割。
1、激光焊接加工方法的特征
A、非接触加工,不需对工件加压和进行表面处理。
B、焊点小、能量密度高、适合于高速加工。
C、短时间焊接,既对外界无热影响,又对材料本身的热变形及热影响区小,尤其适合加工 高熔点、高硬度、特种材料。
D、不需要填充金属、不需要真空环境(可在空气中直接进行)、不会像电子束那样在空气中 产生X射线的危险。
E、与接触焊工艺相比.无电极、工具等的磨损消耗。
F、无加工噪音,对环境无污染。
G、微小工件也可加工。此外,还可通过透明材料的壁进行焊接。
H、可通过光纤实现远距离、普通方法难以达到的部位、多路同时或分时焊接。
I、很容易改变激光输出焦距及焊点位置。
J、很容易搭载到自动机、机器人装置上。
K、对带绝缘层的导体可直接进行焊接,对性能相差较大的异种金属也可焊接。
2、脉冲激光焊接的机理
脉冲激光焊接可分为传热溶化焊接和深穿入熔化焊接



五、激光焊接的注意事项
激光同一般的光一样具有生物效应(熟效应、光效应、压力效应以及电磁场效应),这种生物效益在给人类带来益处的同时,若无防护或防护不好也会对如眼睛、皮肤以及神经系统等人体组织造成直接或间接的损害。为了确保激光焊接时的安全与防护,必须对激光危害严加控制,做好工程控制、个人防护及安全管理。
1、工程控制
工程控制是指对激光器或激光加工系统在结构上所采取的安全措施,主要包括:防护罩——用以防止工作人员接受超过最大允许照射量;安全连锁——指与防护罩相连的、在移开防护罩时可避免辐射的自动装置;安全光路——对辐照可能引起燃烧或次级辐射的光路予以封闭;钥匙开关——泛指取下钥匙时,激光器转;光束终止——为了使激光束不超越受控的加工作业区,可使用光束终止器或衰减器。
2、个人防护
主要指穿戴耐火、耐热的激光防护服,配戴能够选择性地衰减特定激光波长的激光防护眼镜、配戴用于紫外激光源的激光防护面罩、配戴可避免直射或散射激光造成损害的激光防护手套。
3、安全管理
安全管理主要包括设置专门机构或人员,明确职责、权利:包括安全培训以及医学监督等。
文章来自于佛山中恒三禾:www.zhshjg.com