免费服务热线:
13825522567

佛山市中恒三禾激光科技有限公司
制造总部地址:广东省佛山市顺德区伦教街道常教社区兴业南路5号海信楼二楼四号
激光焊接机销售热线:13825522567(微信同号)
激光打标机销售热线:18925921200(微信同号)
售后热线:13380272667(微信同号)
展会、采购、网站联系电话:0757-22159789,
传真:0757-27755259
摘要:简要介绍了激光及激光器的原理和发展状况,比较了几种常用的焊接激光器;指出激光焊接机器人和激光电弧复合热源焊接是激光焊接技术的发展方向;列举了激光焊接技术在现代工业中的应用。
关键词:激光;焊接激光器;激光焊接机器人;复合焊接
前言
激光是20世纪以来,继原子能、计算机、半导体之后,人类的又一重大发明。激光指在能量相应于两个能级能量差的光子作用下,诱导在高能态的原子向低能态跃迁,并同时发射出相同能量的光子。其产生的基本条件包括泵浦源、激活介质和谐振腔等。激光具有方向性好、单色性好、相干性好和光脉冲可以极窄的特点。
爱恩斯坦于1917年就已经提出了受激发射的基础理论,但真正具有应用价值的激光器的出现却迟后了几十年。1960年第一台红宝石激光器出现,1983年1 kW CO2气体激光器首次上市,1990年出现了10 kW CO2气体激光器,1993年1kW Nd:YAG固体激光器首次上市,1994年2kW Nd:YAG固体激光器上市,1995年3kW Nd:YAG固体激光器上市,同年出现30kW CO2气体激光器。近年来,不断有不同类型的大功率激光器的上市。目前在焊接领域能实用的CO2气体激光器的最大功率约为30 kw,固体激光器约为10 kw。
1 焊接激光器
由于激光具有非常好的优点,上世纪70年代,激光技术就已经开始在焊接领域应用,目前在焊接方法领域的研究比例中,激光焊接约占20%,仅次于气体保护焊。焊接用激光器要求功率密度高(104 -1015 W/cm2)、功率密度分布呈基模态、光束质量好。常用的焊接激光器主要包括如下几种:CO2气体激光器、Nd:YAG激光器、光纤激光器、碟形YAG激光器和半导体阵列激光器等。表1为几种焊接激光器性能参数的比较。
表1 几种焊接激光器性能参数的比较
|
|
CO2激光器 |
灯泵浦Nd:YAG |
激光泵浦Nd:YAG |
光纤激光器(激光泵浦) |
碟型激光器(激光泵浦) |
半导体激光器 |
|
激光介质 |
混合气体 |
晶体棒 |
晶体棒 |
光纤(镱) |
晶体薄碟 |
半导体阵列 |
|
波长nm |
10,600 |
1,060 |
1,060 |
1,070 |
1,030 |
800~960 |
|
光束传输 |
镜片 |
光纤 |
光纤 |
光纤 |
光纤 |
镜片 |
|
输出功率kW |
20 |
4 |
6 |
10 |
4 |
6 |
|
光束质量mm.mrad |
25 |
12 |
12 |
5 |
2.5 |
80 |
|
能量效率% |
10 |
3 |
10 |
20 |
20 |
35 |
2 激光焊接机器人
将激光用于焊接机器人是激光焊接的一种重要形式。焊接机器人具有多自由度、编程灵活、自动化程度高、柔性程度高等特点,是焊接生产线的重要组成部分。将激光器安装在
焊接机器人上进行焊接,大大提高了焊接机器人的焊接质量和适用范围,在船板、汽车生产线中激光焊接机器人具有越来越重要的地位。图1为CO2激光焊接机器人进行焊接的示意图。
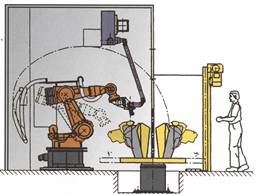
图1 CO2激光焊接机器人
3 激光电弧联合焊接法
激光焊接具有焊缝深宽比大、热影响区窄、焊接速度快、焊接线能量低、焊接变形小、聚焦后的光斑直径小(0.2~0.6 mm)和能量密度高(106 W/cm2)的特点,但是对焊接接头装配精度和间隙要求高,焊缝易出现气孔、裂缝和咬边等缺陷,设备投资大,能量转换效率低。而常规的熔化极电弧焊虽然焊接速度慢、焊接线能量大、熔深小、热影响区大、焊接变形大,但是设备投资小,对间隙不敏感,能填充金属。因此,近年来激光焊接的发展趋势之一就是采用激光+电弧的联合焊接方法,将激光和电弧两种热源的优点集中起来,弥补单热源焊接工艺的不足。图2为激光和电弧复合热源的焊接示意图。图3为三种焊接条件下的焊缝熔深的对比,上面那帧图像为电弧焊的熔深、中间为激光焊的熔深、下面为激光+电弧复合热源的熔深,从中可以看出,复合热源的焊缝具有很好的焊缝熔深和深宽比。
图2 激光+电弧复合热源焊接示意图

图3 三种焊接条件下的焊缝熔深
目前激光-电弧联合焊的种类主要有如下三种:
(1) 百瓦级激光能量+电弧复合。热源显示为电弧的特性,激光功率能量比较小(≦500W),激光主要起稳定和压缩电弧、提高电弧能量利用率的作用,多用于激光+TIG的复合焊接,比较适合薄板焊接。
(2) 千瓦级激光能量+电弧复合。热源兼有激光和电弧的特性,能够充分利用二者的优点,多用于激光+MIG/MAG的复合焊。适用于铝合金、镁合金、碳钢、低合金高强钢、超高强钢等材料的焊接。
(3) 万瓦级激光能量+电弧复合。热源显示激光的特点,具有较大的焊缝深宽比,大多采用大功率的CO2激光与MAG焊的复合,难以实现全位置柔性化焊接,主要用于船板等大厚板的焊接,设备投资较大。
图4为采用复合热源进行5 mm钢板焊接的效果图,激光器采用功率为4kw的YAG激光器,电弧焊的电流为290 A,电压为29 V,焊接速度可达到3 m/min。图5为复合热源进行5 mm铝合金焊接的效果图,同样采用4 kW的YAG激光器,电弧焊的电流为162 A,电压为24 V,焊接速度可达2.5 m/min。焊接质量、焊接速度等方面明显优于单热源焊接的结果。

图4 复合热源进行钢板焊接的效果图 图5 复合热源进行铝合金焊接的效果图
综上几点,激光-电弧复合热源焊通过两种方法的优势互补, 达到了1+1>2的效果。 主要优点如下:
(1) 焊接能量集中,焊接速度快,熔深大,比激光焊和电弧焊都好;
(2) 电弧过程稳定,即使是在小电流条件下如15A的情况下也能稳定焊接;
(3) 焊缝成型美观,变形小,焊后矫正量小,比激光焊好;
(4) 单位线能量低,焊接变形小,与激光焊相当;
(5) 对接头间隙不敏感,比激光焊好很多;
(6) 可以通过焊丝改善焊缝的性能,比激光焊好;
(7) 大扩大了激光在工业中的应用范围,促进了焊接自动化程度。
4 激光焊接在工业中的应用情况
随着大功率激光器的出现,激光焊接在机械、汽车、造船、航空航天、钢铁、海洋工程、零件表面修复等工业领域获得了日益广泛的应用。目前欧美及日本的一些造船厂已经采用激光焊接技术,具有典型代表意义的是德国的Meyer造船厂已经全部采用激光电弧联合焊接方法进行轮船的焊接。下面以一组图片展示激光焊接在工业中的应用情况(见图6,图7,图8,图9)。

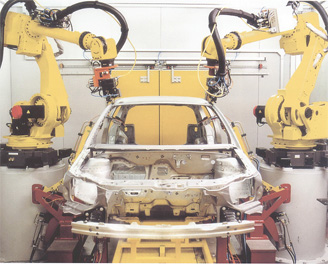
图6 激光焊接用于德国Meyer船厂船舶生产 图7 激光焊接用于宝马汽车生产


图8 激光焊接用于海洋管道生产 图9 激光焊接用于1.5吨活塞杆的修复
5 总结
(1) 激光焊接技术是先进制造方法之一,可能取代现有的熔焊及火焰切割方法,甚至部分机加工方法。
(2) 激光焊接机器人及便携式激光焊接机是激光技术的重要方向。
(3) 激光电弧联合焊是一种具有重大前途的工艺方法。
(4) 研制大功率先进的激光器,将是发展激光焊接、切割及加工的重要方向。